

If you're building CNC routers at volume — whether that's 50 machines a month or 500 — the motor and driver selection you lock in during the design phase will follow you for years. Getting it wrong early is expensive. Not in the obvious "this motor burned out" way, but in the quieter, more painful ways: field returns because a batch of motors had inconsistent winding resistance, or surface finish complaints on engraved panels that trace back to resonance nobody accounted for during prototyping. We supply stepper motors to CNC router OEMs across Europe, Southeast Asia, and North America, and the questions we get from machine builders at the engineering stage are remarkably consistent. This article is an attempt to address most of them honestly — as a stepper motor for CNC router OEM supplier who has seen what works and what causes problems in real production environments.
Why Stepper Motors Remain the Preferred Choice for CNC Router OEMs
The answer isn't that stepper motors are technically superior. In real factory environments, theoretical performance numbers matter less than whether the machine keeps running after 18 months on a dusty production floor. Servo systems outperform open-loop steppers on almost every measurable axis: speed, dynamic torque, thermal efficiency, closed-loop correction. The real reason CNC router OEMs continue to specify stepper motors — particularly for woodworking, foam, MDF, and light aluminum applications — comes down to total system cost and operational simplicity in the field.
A servo system adds encoder cabling, drive tuning, and fault-handling logic that your end customers' technicians may or may not be equipped to deal with. When a machine ships to a cabinet shop in Poland or a sign-making business in Malaysia, support infrastructure matters. Stepper systems are mechanically simpler, diagnostically straightforward, and — when sized correctly — reliable over multi-year production runs without requiring much attention. That's the actual value proposition. Not performance benchmarks.
That said, stepper motors are not universally appropriate. For CNC routers cutting aluminum at high feed rates, or machines with gantry spans above 2.5 meters where accumulated positioning error becomes a real concern, the closed-loop stepper or servo conversation becomes worth having. The honest answer is that it depends on your machine class, your production volume economics, and what your end market expects.
For a broader overview of how stepper motors are used across industrial automation systems — including CNC equipment, packaging machinery, medical devices, and semiconductor platforms — see our complete guide to stepper motor industrial applications.
CNC Router Axis Requirements & Motor Selection Logic
One of the more common mistakes we see in early-stage CNC router designs is treating all four axes as equivalent selection problems. They're not. Each axis has a different load profile, different inertia characteristics, and different tolerance for motor sizing errors.
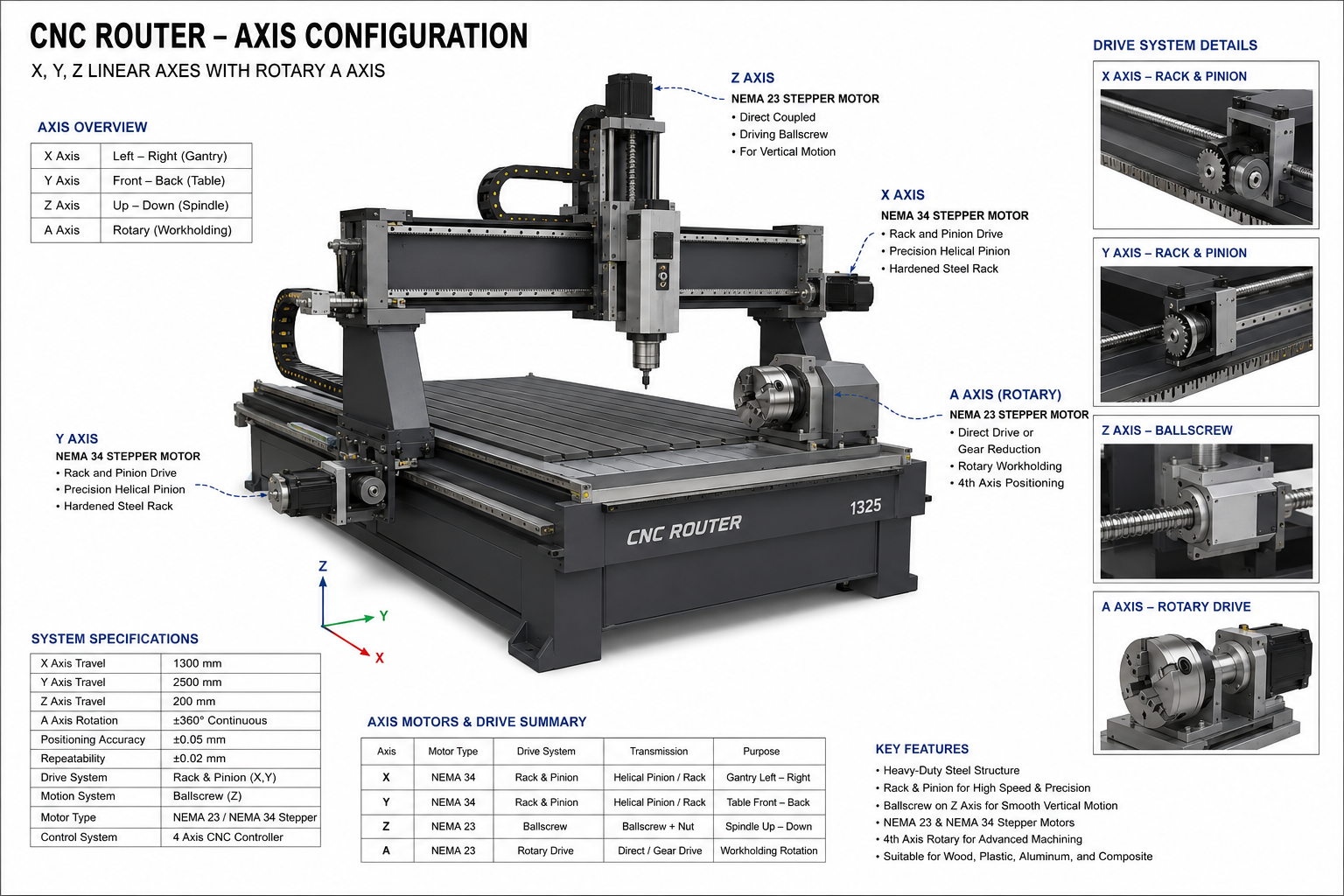
X Axis
On a standard moving-gantry CNC router, the X axis drives the entire gantry across the long dimension of the table. This is usually the heaviest dynamic load in the machine. Gantry mass, linear rail friction, and the acceleration profile you want all factor in. For machines in the 1300×2500mm class, a NEMA 34 motor at 4.5–8 Nm holding torque paired with a rack-and-pinion drive is a common configuration. If you're running dual-motor tandem drive on X (one motor per side of the gantry), you can use NEMA 23 high-torque motors at 3.0–4.5 Nm each — but synchronization logic becomes critical and you need to spec your controller accordingly.
Gantry racking is a real failure mode. If both X-axis motors aren't electrically matched — same winding resistance, same inductance — differential response under acceleration can introduce micro-racking that shows up as diagonal positioning error on large workpieces. This is a batch consistency issue, not just a motor selection issue, which is why we perform winding resistance matching on motors destined for tandem gantry applications.
Y Axis
The Y axis typically carries the Z-axis assembly — spindle motor, router head, and associated mounting hardware — along a cross-rail. Load is moderate compared to X, but the dynamic response requirements can be higher because the Y axis is often the axis involved in fine contour cutting. NEMA 23 motors in the 2.0–3.0 Nm range work well for most mid-format routers. For machines above 1600mm Y travel with heavy spindle assemblies, stepping up to a NEMA 34 low-inductance motor gives you better high-speed torque retention, which helps with aggressive contour moves.
Z Axis
Z axis is mechanically different. The load is usually a counterbalanced spindle assembly on a ballscrew, which means holding torque matters more than dynamic acceleration. Gravity compensation — either through a gas spring or counterweight — changes the torque calculation significantly. Without compensation, your Z motor is fighting gravity on every upward move, which can cause step loss during rapid repositioning. NEMA 23 motors at 1.5–2.5 Nm are adequate for most Z configurations when combined with a properly sized ballscrew lead. A 10mm lead screw gives you finer Z resolution; a 5mm lead gives you higher force but slower Z plunge speed. Choose based on your spindle weight and cutting depth requirements, not arbitrary preference.
A Axis (Rotary)
Fourth-axis rotary attachments for CNC routers are typically light-load applications — wood turning, cylindrical engraving — where NEMA 23 at 2.0–3.0 Nm is standard. Microstepping becomes more important here because rotary motion irregularities show up as surface banding on cylindrical parts. Running at 1/16 or 1/32 microstepping on the A axis driver, combined with a quality worm gear or harmonic reducer, produces noticeably better surface finish than running at 1/4 or 1/8 step.
| Axis | Recommended Motor | Torque Range | Driver Matching | Microstepping Suggestion |
|---|---|---|---|---|
| X (single drive) | NEMA 34 Hybrid Stepper | 4.5–8.0 Nm | S-266D / S-288A | 1/8 – 1/16 |
| X (dual tandem) | NEMA 23 High Torque | 3.0–4.5 Nm each | S-245D | 1/8 – 1/16 |
| Y | NEMA 23 / NEMA 34 | 2.0–4.5 Nm | S-245D / S-266D / S-288A | 1/8 – 1/16 |
| Z | NEMA 23 | 1.5–2.5 Nm | S-245D | 1/8 – 1/16 |
| A (Rotary) | NEMA 23 | 2.0–3.0 Nm | S-245D | 1/16 – 1/32 |
Stepper Motor vs Closed-Loop Stepper vs Servo for CNC Routers
This comparison comes up in nearly every OEM specification conversation. The honest version is more nuanced than most supplier pages will tell you.
Open-loop steppers work well for woodworking CNC routers running at moderate feed rates — up to around 15–20 m/min — where the cutting load is relatively predictable and the controller's acceleration ramps are set conservatively. The motor never knows if it lost a step, but in practice, if the system is designed with appropriate torque margin (typically 50–70% of stall torque under worst-case load), step loss events are rare in normal operation. The risk increases under interrupted cuts, tool engagement in knots, or aggressive Z plunge into hardwood. Some OEMs address this by simply oversizing the stepper — going NEMA 34 where a NEMA 23 would technically suffice — which is a legitimate engineering choice for reliability at scale.
Closed-loop steppers (hybrid servo) add an encoder and position feedback loop. The motor physically remains a stepper, but the driver can correct position error and inject recovery current if slip occurs. For aluminum-cutting CNC routers, engravers doing precision inlay work, or machines where end customers are running unattended overnight jobs, this is worth the incremental cost — typically 30–60% more per axis than an equivalent open-loop setup. The tuning is simpler than a full servo system, and the wiring is not dramatically more complex.
Full AC servo systems are the right answer for CNC routers targeting metal fabrication shops — aluminum plate cutting at high feed rates, steel engraving, or machines where rapid traverse speed is a selling point. Servo-equipped gantry routers can run at 40–60 m/min rapid traverse; stepper-based machines typically top out around 12–18 m/min before torque loss becomes a practical limitation. The cost difference at the machine level is real: a 4-axis servo system adds $400–$800 USD to BOM depending on power class, which matters significantly when you're competing on machine price in entry to mid-market CNC segments.
| Parameter | Open-Loop Stepper | Closed-Loop Stepper | AC Servo |
|---|---|---|---|
| Control Type | Open-loop | Closed-loop (encoder) | Closed-loop (encoder) |
| Max Practical Speed (CNC router) | 12–18 m/min | 15–25 m/min | 40–60 m/min |
| Step Loss Risk | Present under overload | Self-correcting | No step loss |
| Tuning Complexity | Minimal | Low–Medium | Medium–High |
| System Cost (relative) | Low | Medium | High |
| Best Application | Wood, foam, MDF, sign-making | Aluminum, precision engraving | Metal cutting, high-speed routing |
Vibration & Resonance Solutions for CNC Applications
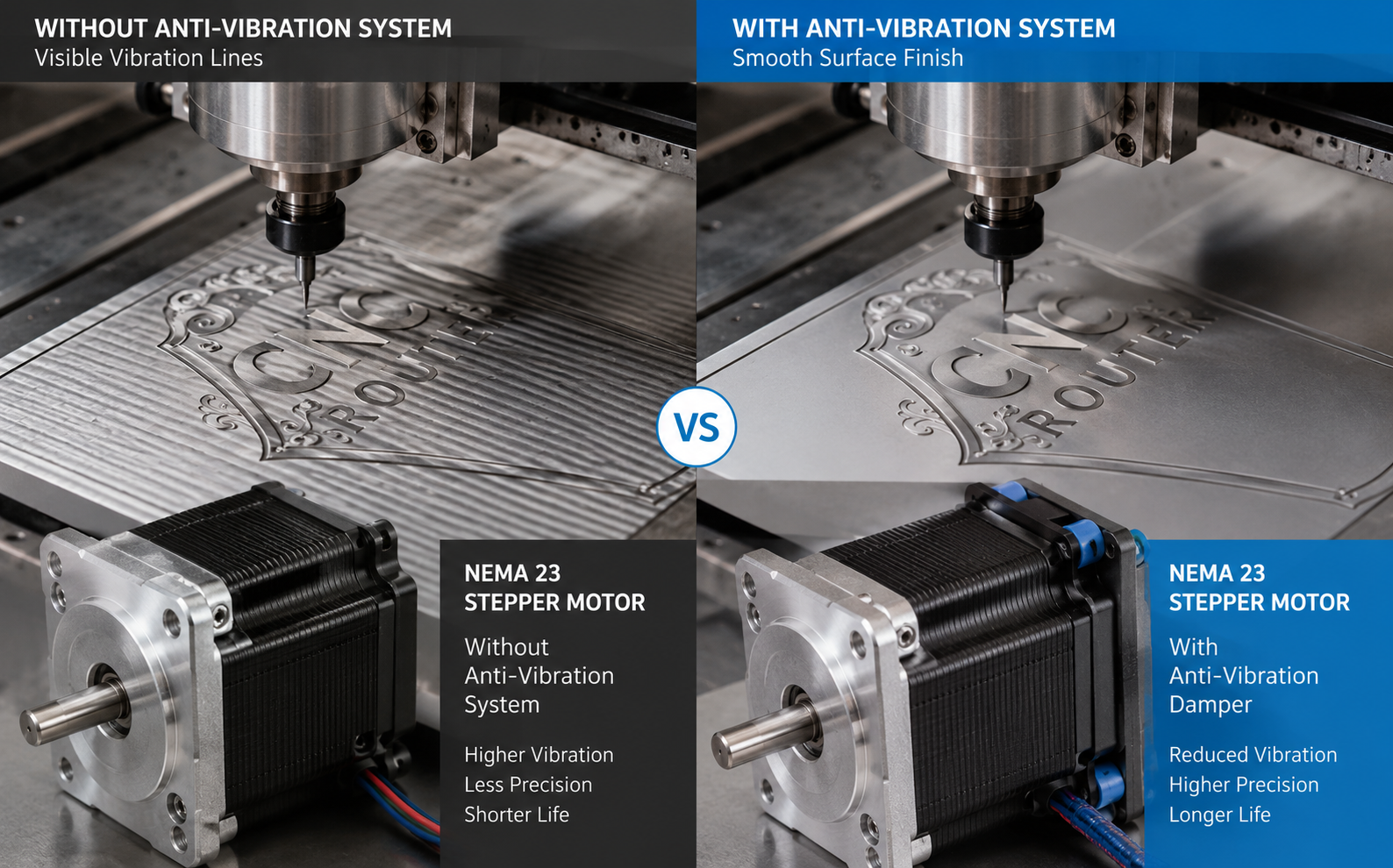
Resonance is the issue that tends to surprise OEM engineers who've done their torque calculations correctly but still see poor surface finish in production. Hybrid stepper motors have a natural resonance frequency — typically in the 100–200 Hz range — that corresponds to a specific RPM band. When the motor operates in this band, the magnetic detent forces interact with the mechanical load in a way that amplifies oscillation rather than damping it. On a CNC router, this manifests as surface ripple on flat-carved panels or banding on engraved text, particularly at slower cutting speeds where the motor is running in the resonance zone.
The practical fix in most cases is microstepping. Running at 1/8 or 1/16 step reduces the step-to-step angular increment, which distributes the detent force more smoothly and shifts the resonance behavior. Higher microstepping (1/32, 1/64) can help further but introduces its own tradeoff: at very high subdivision, the motor's actual positional accuracy doesn't improve proportionally because the driver is interpolating between detent positions. For most CNC router applications, 1/8 to 1/16 is the practical sweet spot.
Some OEMs add rubber dampers to the motor rear shaft — simple cylindrical inertia dampers that add rotational mass to shift the resonance frequency. These work reasonably well for fixed-speed operations like engraving, less well for variable-speed contour cutting. The more robust solution for applications where resonance is a persistent problem is to move to a closed-loop stepper driver that uses active current control to suppress mid-range instability. Most modern closed-loop stepper drivers include anti-resonance algorithms that do this automatically.
One thing worth mentioning: wood grain direction and workpiece clamping can amplify motor vibration that would be inaudible on a rigid aluminum fixture. Woodworking CNC customers are often more sensitive to surface quality than the machine spec might suggest. Designing the motion profile with a mild S-curve acceleration — rather than a hard trapezoidal ramp — reduces the impulsive forces that excite resonance at direction changes, and doesn't cost anything to implement in modern CNC controllers.
OEM Motor + Driver Kit Supply
For machine builders scaling from prototype to production, buying motors and drivers as matched kits rather than separately sourced components has practical advantages. The driver's current rating and voltage range need to match the motor's winding specification — a NEMA 23 motor with 3.0A phase current running on a driver set to 4.5A will run hot and shorten bearing life. When we supply kit configurations, the current matching is done at the factory level and documented in the kit datasheet, which simplifies your incoming QC process.
Standard Kit Configurations
NEMA 23 + S-245D Kit: The most common configuration for mid-format woodworking CNC routers. The S-245D handles up to 4.2A phase current and 50VDC supply voltage, which pairs well with NEMA 23 motors in the 2.0–3.0 Nm range. Suitable for X/Y/Z axes on machines up to approximately 1300×2500mm with moderate cutting speeds. MOQ for OEM orders typically starts at 50 sets.
NEMA 34 + S-288A Kit: For large-format routers (2000×3000mm and above) or machines cutting materials that impose higher axis loads. The S-288A handles up to 7.2A and 80VDC, and its current ripple at high voltage is lower than comparable mid-range drivers — which matters for vibration-sensitive engraving applications on large panels. MOQ for NEMA 34 kits starts at 30 sets given the higher per-unit cost.
Lead time for standard configurations runs 7–15 days for stocked items. Custom winding configurations — non-standard shaft diameters, modified connector positions, specific cable lengths for panel integration — typically add 15–25 days and require MOQ of 100+ units for the first production run. We can discuss lower-MOQ custom orders for established OEM customers with forecast commitments.

Technical Specifications
| Specification | NEMA 23 (57mm) Standard | NEMA 23 (57mm) High Torque | NEMA 34 (86mm) Standard | NEMA 34 (86mm) High Torque |
|---|---|---|---|---|
| Frame Size | 57 × 57 mm | 57 × 57 mm | 86 × 86 mm | 86 × 86 mm |
| Holding Torque | 1.26–1.89 Nm | 2.2–3.0 Nm | 3.5–5.0 Nm | 6.0–8.5 Nm |
| Phase Current | 2.0–2.8 A | 3.0–4.2 A | 4.0–5.0 A | 5.5–7.0 A |
| Step Angle | 1.8° | 1.8° | 1.8° | 1.8° |
| Shaft Diameter | 6.35 mm / 8 mm | 8 mm | 12.7 mm / 14 mm | 14 mm |
| Insulation Class | Class B (130°C) | Class B (130°C) | Class B (130°C) | Class B (130°C) |
| Winding Type | Bipolar, 4-wire | Bipolar, 4-wire | Bipolar, 4-wire | Bipolar, 4-wire |
| Recommended Driver | S-245D | S-245D | S-266D | S-288A |
Manufacturing & Batch Consistency for CNC OEM Orders
For OEM buyers purchasing motors in production volumes, individual unit performance is almost a secondary concern. What matters more is whether unit 500 performs the same as unit 1. Tuning and machine assembly processes in a CNC manufacturing facility are calibrated to a specific motor characteristic — if winding resistance drifts between batches, or if rotor balance changes, it shows up as inconsistent machine performance that's difficult to diagnose and even more difficult to explain to a customer.
The inspection points we apply to OEM batch production include shaft concentricity (typically held to ±0.025mm TIR), rotor dynamic balance testing at production speeds, winding resistance verification per phase (matched within ±5% within a kit pair for tandem gantry applications), and incoming bearing inspection for radial play and grease distribution. These aren't exotic quality procedures — they're the baseline that separates production-stable motors from commodity parts.
Batch traceability matters for after-sales support. Every production lot we ship carries a lot code tied to raw material batch records — lamination steel heat, magnet grade, winding wire lot. If a field issue emerges 18 months after delivery, we can isolate whether it's a batch-specific characteristic or an isolated unit problem. For OEMs managing warranty programs, this is practical value, not just documentation overhead.
One honest note on consistency: the most common source of inter-batch variation in stepper motors is magnet grade variation. Rare earth magnet specifications from Chinese suppliers have a documented history of quiet grade substitution — where the chemical composition drifts slightly from batch to batch within a nominally acceptable range. We address this with incoming magnet Br/Hci testing, but it's worth asking any motor supplier you're evaluating how they handle magnet incoming inspection.
Certifications & Quality Assurance
For CNC router OEMs exporting to Europe and North America, CE marking on the motor is a practical requirement — both for end-customer compliance and for CE marking the finished machine. Our stepper motors carry CE marking under the EMC Directive (2014/30/EU) and Low Voltage Directive (2014/35/EU), with test reports available for review during supplier qualification. RoHS compliance is documented per IEC 62321 testing, covering the standard restricted substances list.
ISO 9001:2015 certification covers our design, manufacturing, and quality management processes. For OEM customers with specific incoming inspection protocols, we can provide batch-level test data including holding torque measurement, no-load current draw, insulation resistance, and winding temperature rise. Export documentation for standard markets — commercial invoice, packing list, certificate of origin, test certificate — is handled as standard for all OEM shipments.
One thing to clarify on CE: the CE mark on a motor component does not automatically confer CE compliance on the assembled machine. Your machine-level CE marking requires its own conformity assessment covering the full system. We can provide motor-level technical documentation to support your machine declaration, but the machine CE process is the OEM's responsibility. This distinction matters when dealing with European distributors who sometimes conflate component CE with machine CE.
Why CNC Machine Builders Choose HDBMotor
The short version: we work well with OEMs who are past the prototype stage and need a supplier that can scale with them, communicate in engineering language, and maintain product consistency across production runs. We're not the right fit for single-unit hobbyist orders, and we're not trying to be.
What we offer practically: OEM customization starting at 100 units for winding specifications, shaft configurations, cable assemblies, and branding. For established customers with forecast volume, we maintain safety stock of standard configurations to buffer against lead time variability. Engineering communication is handled directly — not through a sales intermediary — which matters when you're troubleshooting a resonance issue at 3pm the day before a customer delivery.
We've supplied stepper motor kits to CNC router manufacturers building woodworking machines for European markets, stone engraving machines for the Middle East, and foam-cutting systems for the packaging industry. The application experience accumulates, and it's reflected in the selection guidance we can provide during your product development phase — not just in the motor datasheet we hand over at quotation.
For OEMs in the 50–500 machine/month production range, we're set up to handle both the engineering engagement and the production volume without treating small runs as a burden. That range is specifically where commodity Chinese motor suppliers become inconsistent and where full servo system suppliers are often over-specified and overpriced for the application.
Frequently Asked Questions
What's the minimum order quantity for OEM stepper motor supply?
For standard NEMA 23 and NEMA 34 configurations, MOQ starts at 50 units per model. For custom winding, shaft, or connector specifications, MOQ is typically 100 units for the first production run. We can discuss lower-volume arrangements for sample qualification orders prior to production commitment.
Can you match motor pairs for tandem gantry X-axis applications?
Yes. We offer winding resistance matching within ±3% for motor pairs intended for dual-drive gantry configurations. This requires specification at time of order and adds modest lead time for the matching and verification step. It's worth doing — gantry racking issues from motor mismatch are difficult to diagnose post-assembly.
What's your batch-to-batch holding torque consistency?
Our production tolerance for holding torque is ±10% of rated specification, which is standard for the industry. In practice, our production data shows most batches fall within ±5% of nominal. If your machine design is sensitive to torque variation — for example, if you're operating the motor at 85%+ of rated torque under load — we'd recommend building in more margin rather than relying on tight tolerances.
Do you offer closed-loop stepper motors for CNC router applications?
Yes. We supply closed-loop stepper motors with integrated encoder and matched closed-loop drivers for applications requiring position feedback — aluminum-cutting routers, precision engraving machines, and machines where unattended operation is standard. The closed-loop system adds cost, but the reduction in field service calls for step-loss events typically justifies it for commercial CNC operations.
How do I choose between NEMA 23 and NEMA 34 for my router design?
For woodworking CNC routers up to approximately 1300×2500mm table size with ballscrew or rack-and-pinion drives, NEMA 23 high-torque motors are usually adequate for Y and Z axes, with NEMA 34 on X for gantry drive. For larger format machines, dual-material machines (wood + aluminum), or designs prioritizing rapid traverse speed, NEMA 34 across all primary axes is the lower-risk choice. We can review your axis load calculations if you share the machine spec.
What surface finish problems are related to motor selection?
The most common motor-related surface finish issue is resonance banding — regular periodic marks on flat-carved surfaces caused by stepper mid-range resonance. This usually shows at specific feed rates and disappears when you change speed. The fix is usually microstepping adjustment, S-curve acceleration profiling, or driver anti-resonance tuning. Genuinely poor surface finish from step loss is less common but shows as irregular, non-periodic irregularity and is usually accompanied by audible motor noise under load.
What driver voltage should I use for NEMA 34 motors?
Higher supply voltage improves high-speed torque retention by reducing the electrical time constant of the winding. For NEMA 34 motors in CNC router applications, 48–72VDC is a practical range for most drivers. The S-288A rated for 80VDC gives you headroom to run at 60–70VDC, which is a reasonable balance between torque performance and driver thermal stress. Running at the driver's maximum rated voltage is generally not recommended in production environments — thermal headroom matters for reliability over production lifetimes.
Can you provide documentation for CE machine marking purposes?
We provide motor-level CE declaration of conformity, test reports for EMC and LVD compliance, and RoHS material test reports. We can also provide dimensional drawings, winding schematics, and installation guidance documentation for inclusion in your machine technical file. If your certifying body requires specific test data formats, let us know during the supplier qualification process.
Request a Quote or Engineering Consultation
If you're specifying stepper motors for a current or upcoming CNC router design — or if you're evaluating a change from your current motor supplier — we're happy to review your axis specifications and provide a matched motor and driver recommendation with OEM pricing. Share your machine specifications, expected monthly volume, and any application-specific requirements, and we'll respond with a technical proposal within 2 business days.
For bulk production inquiries, sample qualification orders, and custom OEM configuration discussions, contact our engineering sales team directly. We work best with OEMs who are ready to have a technical conversation about the actual application — not just request a price list.
Contact HDBMotor Engineering Sales:
Submit your RFQ with axis torque requirements, machine format, and target monthly volume for a tailored OEM quotation.
Typical Information Included in a CNC Router Motor RFQ
Machine working area (e.g. 1300×2500mm)
Axis drive type (ballscrew or rack-and-pinion)
Spindle weight
Target cutting material
Required feed rate and rapid traverse speed
Power supply voltage limitations
Preferred motor frame size
Monthly production volume
Required certifications (CE / RoHS)
Driver preference or controller platform